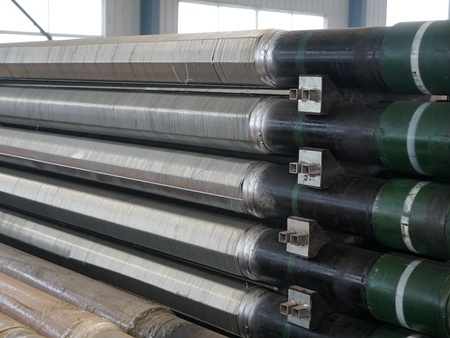
j55石油套管是用于支撑油、气井井壁的钢管,以保证钻井过程进行和完井后整个油井的正常运行。每一口井根据不同的钻井深度和地质情况,要使用几层套管。套管下井后要采用水泥固井,它与油管、钻杆不同,不可以重复使用,属于一次性消耗材料。所以,套管的消耗量占全部油井管的72%以上。套管按使用情况可分为:导管、表层套管、技术套管和油层套管。
石油套管如何防腐效果较好?
石油管套是维持油井正常运行的生命线。由于石油中硫化物导致石油套管的腐蚀,原油中含有很多的
腐蚀物质,我们在开采石油的时候,石油套管就非常容易发生腐蚀,那么石油套管如何防腐效果较好?
针对石油管套腐蚀的原因采取适当的方法防止石油管套腐蚀,常用的方法有:
1)当我们运用石油套管运输水的时分,应该确保在进行在进行运用的时分,水的质量要合格,在进行
运用的时分要加强对主水管道的清洗作业,确保石油套管在进行运用之后管道内部不残藏着腐蚀物质。
2)在运用石油套管的时分,会有机械性的擦伤,这些擦伤就会影响到石油套管的防腐,加快石油套管
的腐蚀,主张在进行运用的时分能够在油管接箍上面加上一个橡胶圈,这样就能够削减对石油套管的
腐蚀了。
石油套管感应加热热处理工作流程:所述具体步骤如下:
钢管退火:将钢管加热到650℃‑750℃,保温后冷却;
钢管正火:将冷却后钢管加热到750℃‑850℃,并保温后冷却;
钢管淬火:将冷却后钢管加热到650℃‑750℃,保温后快速冷却得到马氏体;钢管回火:将马氏体钢
管加热到650℃‑750℃,回火时间1.5‑2小时,保温后冷却;